

SBS-L802. –Ъ—А–Њ–Љ–Ї–Њ–Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –і–≤–µ—А–µ–є –њ–Њ–і —З–µ—В–≤–µ—А—В—М








–•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є
SBS-L802. –Ъ—А–Њ–Љ–Ї–Њ–Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –і–≤–µ—А–µ–є –њ–Њ–і —З–µ—В–≤–µ—А—В—М
#PROP_TITLE#
—
#PROP_VALUE#
SBS-L802 –Ъ—А–Њ–Љ–Ї–Њ–Њ–±–ї–Є—Ж–Њ–≤–Њ—З–љ—Л–є —Б—В–∞–љ–Њ–Ї –і–ї—П –і–≤–µ—А–µ–є –њ–Њ–і —З–µ—В–≤–µ—А—В—М
–У–ї–∞–≤–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –Љ–Њ–і–µ–ї–Є SBS-L802 вАФ –љ–∞–ї–Є—З–Є–µ —З–µ—В—Л—А–µ—Е –љ–µ–Ј–∞–≤–Є—Б–Є–Љ—Л—Е —Б–µ—А–≤–Њ–њ—А–Є–≤–Њ–і–Њ–≤ –і–ї—П —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Ї–ї—О—З–µ–≤—Л–Љ–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ–Є –Њ–њ–µ—А–∞—Ж–Є—П–Љ–Є:
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В—Л вАФ —В–Њ—З–љ–∞—П —Б–Є–љ—Е—А–Њ–љ–Є–Ј–∞—Ж–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Ї–Є —Б–Њ —Б–Ї–Њ—А–Њ—Б—В—М—О –і–≤–Є–ґ–µ–љ–Є—П –і–µ—В–∞–ї–Є
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і —Д—А–µ–Ј–µ—А–∞ –Ї—А–Њ–Љ–Ї–Є вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ –Ї–Њ–њ–Є—А–Њ–≤–∞–љ–Є–µ –њ—А–Њ—Д–Є–ї—П –і–µ—В–∞–ї–Є –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–Є —В–Њ—А—Ж–Њ–≤
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і —Ж–Є–Ї–ї–Є вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ –Ї–Њ–њ–Є—А–Њ–≤–∞–љ–Є–µ –њ—А–Њ—Д–Є–ї—П –њ—А–Є —И–∞–±—А–µ–љ–Є–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є

–Э–Р–Ч–Э–Р–І–Х–Э–Ш–Х:
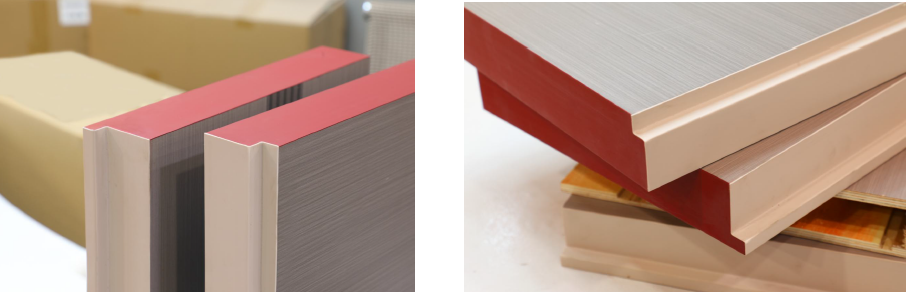
–Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П –Њ–±–ї–Є—Ж–Њ–≤—Л–≤–∞–љ–Є—П –і–≤–µ—А–љ—Л—Е –њ–Њ–ї–Њ—В–µ–љ —Б –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ—Л–Љ –Є —З–µ—В–≤–µ—А—В–љ—Л–Љ —В–Њ—А—Ж–∞–Љ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ —А—Г–ї–Њ–љ–љ—Л—Е –Ї—А–Њ–Љ–Њ–Ї –Р–С–°, –Я–Т–•, —И–њ–Њ–љ –љ–∞ —Д–ї–Є—Б–Њ–≤–Њ–є –Њ—Б–љ–Њ–≤–µ
–Р–≥—А–µ–≥–∞—В—Л —Б—В–∞–љ–Ї–∞:

1. –°–µ–љ—Б–Њ—А–љ—Л–є —Н–Ї—А–∞–љ вАФ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—Б–µ–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є —А–∞–±–Њ—В—Л —Б—В–∞–љ–Ї–∞

2. –Т–љ–µ—И–љ–Є–µ –Є –≤–љ—Г—В—А–µ–љ–љ–Є–µ –≤—Б–њ–Њ–Љ–Њ–≥–∞—В–µ–ї—М–љ—Л–µ —А–Њ–ї–Є–Ї–Є вАФ –њ–Њ–і–∞—З–∞ –Є –њ–Њ–і–і–µ—А–ґ–Ї–∞ –і–µ—В–∞–ї–Є –њ—А–Є –≤—Е–Њ–і–µ

3. –Т—Е–Њ–і–љ–∞—П –ї–Є–љ–µ–є–Ї–∞ —Б —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Њ–є вАФ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –і–µ—В–∞–ї–Є –њ—А–Є –≤—Е–Њ–і–µ
4. L-–Њ–±—А–∞–Ј–љ–∞—П —Д—А–µ–Ј–µ—А–љ–∞—П –≥–Њ–ї–Њ–≤–Ї–∞ вАФ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ L-–Њ–±—А–∞–Ј–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П –љ–∞ –Ї—А–Њ–Љ–Ї–µ –і–µ—В–∞–ї–Є –њ–µ—А–µ–і –Њ–±–ї–Є—Ж–Њ–≤–Ї–Њ–є \ –≤—Л–±–Њ—А–Ї–∞ —З–µ—В–≤–µ—А—В–Є
5. –£–Ј–µ–ї –њ–Њ–і—Д—Г–≥–Њ–≤–Ї–Є –њ—А—П–Љ–Њ–є –Ї—А–Њ–Љ–Ї–Є –і–µ—В–∞–ї–Є

6. –£–Ј–µ–ї –љ–∞—А–µ–Ј–Ї–Є –Ї–∞–љ–∞–≤–Њ–Ї –љ–∞ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В–µ вДЦ1 вАФ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–∞—П –Ї–∞–љ–∞–≤–Ї–∞
7. –£–Ј–µ–ї –љ–∞—А–µ–Ј–Ї–Є –Ї–∞–љ–∞–≤–Њ–Ї –љ–∞ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В–µ вДЦ2 вАФ –≤—В–Њ—А–∞—П –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–∞—П –Ї–∞–љ–∞–≤–Ї–∞

8. –Ъ–ї–µ–µ–љ–∞–љ–Њ—Б—П—Й–Є–є —Г–Ј–µ–ї —Б –њ—А–Є–ґ–Є–Љ–љ–Њ–є –Ј–Њ–љ–Њ–є вАФ –љ–∞–љ–µ—Б–µ–љ–Є–µ –Ї–ї–µ—П-—А–∞—Б–њ–ї–∞–≤–∞ —Б —Б–Є—Б—В–µ–Љ–Њ–є –±—Л—Б—В—А–Њ–є –Ј–∞–ї–Є–≤–Ї–Є –Ї–ї–µ—П

9. –£–Ј–µ–ї –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Ї–Є (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Є–µ)
10. –£–Ј–µ–ї –њ—А–Њ—Д–Є–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–Њ–≤–∞–љ–Є—П вАФ –њ—А–µ—Б—Б–Њ–≤–∞–љ–Є–µ –Ї—А–Њ–Љ–Ї–Є —Б–ї–Њ–ґ–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П
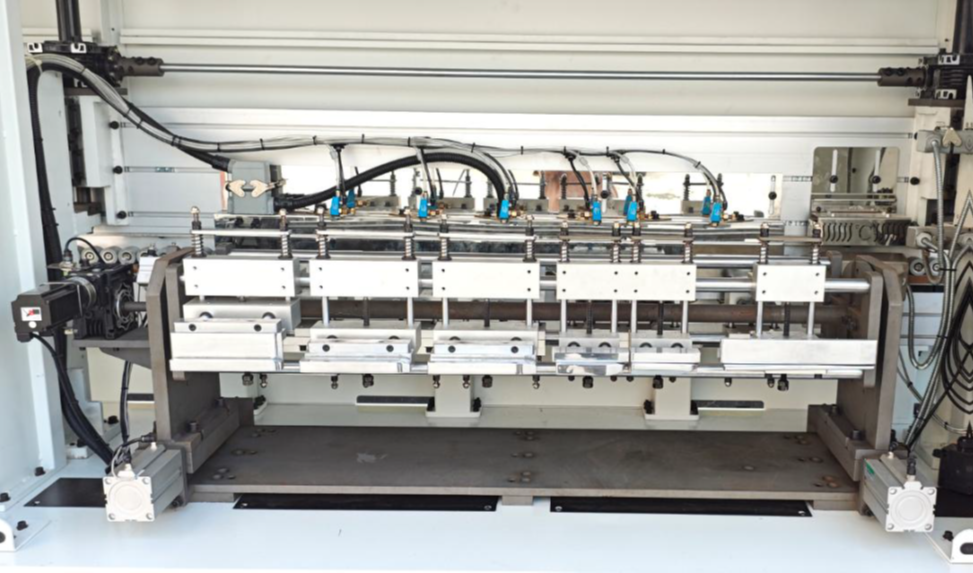
11. –£–Ј–µ–ї –Њ–±—А–µ–Ј–Ї–Є —Б–≤–µ—Б–Њ–≤ (–њ–µ—А–µ–і–љ–Є–є –Є –Ј–∞–і–љ–Є–є) вАФ –Њ–±—А–µ–Ј–Ї–∞ –≤—Л—Б—В—Г–њ–∞—О—Й–Є—Е –Ї–Њ–љ—Ж–Њ–≤ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В—Л

12. –£–Ј–µ–ї —З–µ—А–љ–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вАФ —З–µ—А–љ–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є

13. –£–Ј–µ–ї —З–Є—Б—В–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вДЦ1 вАФ —З–Є—Б—В–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є

14. –£–Ј–µ–ї —З–Є—Б—В–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вДЦ2 (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞) вАФ —З–Є—Б—В–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є

15. –£–Ј–µ–ї —А–∞–і–Є—Г—Б–љ–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вДЦ 1 - —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –≤–µ—А—Е–љ–µ–є –Є –љ–Є–ґ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї—А–Њ–Љ–Ї–Є
16. –£–Ј–µ–ї —А–∞–і–Є—Г—Б–љ–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вДЦ 2 (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞) вАФ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –≤–µ—А—Е–љ–µ–є –Є –љ–Є–ґ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї—А–Њ–Љ–Ї–Є

17. –£–Ј–µ–ї –њ–ї–Њ—Б–Ї–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –і–ї—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є
18. –Ф–≤–Њ–є–љ–Њ–є —Г–Ј–µ–ї –њ–Њ–ї–Є—А–Њ–≤–Ї–Є вАФ —Д–Є–љ–Є—И–љ–∞—П –њ–Њ–ї–Є—А–Њ–≤–Ї–∞ –Ї—А–Њ–Љ–Ї–Є –≤ –і–≤–∞ —Н—В–∞–њ–∞

–У–ї–∞–≤–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –Љ–Њ–і–µ–ї–Є SBS-L802 вАФ –љ–∞–ї–Є—З–Є–µ —З–µ—В—Л—А–µ—Е –љ–µ–Ј–∞–≤–Є—Б–Є–Љ—Л—Е —Б–µ—А–≤–Њ–њ—А–Є–≤–Њ–і–Њ–≤ –і–ї—П —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Ї–ї—О—З–µ–≤—Л–Љ–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ–Є –Њ–њ–µ—А–∞—Ж–Є—П–Љ–Є:
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В—Л вАФ —В–Њ—З–љ–∞—П —Б–Є–љ—Е—А–Њ–љ–Є–Ј–∞—Ж–Є—П —Б–Ї–Њ—А–Њ—Б—В–Є –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Ї–Є —Б–Њ —Б–Ї–Њ—А–Њ—Б—В—М—О –і–≤–Є–ґ–µ–љ–Є—П –і–µ—В–∞–ї–Є
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і —Д—А–µ–Ј–µ—А–∞ –Ї—А–Њ–Љ–Ї–Є вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ –Ї–Њ–њ–Є—А–Њ–≤–∞–љ–Є–µ –њ—А–Њ—Д–Є–ї—П –і–µ—В–∞–ї–Є –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–Є —В–Њ—А—Ж–Њ–≤
вАҐ –°–µ—А–≤–Њ–њ—А–Є–≤–Њ–і —Ж–Є–Ї–ї–Є вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ –Ї–Њ–њ–Є—А–Њ–≤–∞–љ–Є–µ –њ—А–Њ—Д–Є–ї—П –њ—А–Є —И–∞–±—А–µ–љ–Є–Є, –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є
–Э–Р–Ч–Э–Р–І–Х–Э–Ш–Х:
–Я—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ –і–ї—П –Њ–±–ї–Є—Ж–Њ–≤—Л–≤–∞–љ–Є—П –і–≤–µ—А–љ—Л—Е –њ–Њ–ї–Њ—В–µ–љ —Б –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ—Л–Љ –Є —З–µ—В–≤–µ—А—В–љ—Л–Љ —В–Њ—А—Ж–∞–Љ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ —А—Г–ї–Њ–љ–љ—Л—Е –Ї—А–Њ–Љ–Њ–Ї –Р–С–°, –Я–Т–•, —И–њ–Њ–љ –љ–∞ —Д–ї–Є—Б–Њ–≤–Њ–є –Њ—Б–љ–Њ–≤–µ
–Р–≥—А–µ–≥–∞—В—Л —Б—В–∞–љ–Ї–∞:
–Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є
–Ъ–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є —Б—В–∞–љ–Ї–∞: | –Я–∞—А–∞–Љ–µ—В—А | –Ч–љ–∞—З–µ–љ–Є–µ |
| –Ь–Њ–і–µ–ї—М | SBS-L802 |
| –Ь–Є–љ–Є–Љ–∞–ї—М–љ–∞—П –і–ї–Є–љ–∞ –і–µ—В–∞–ї–Є | вЙ•120 –Љ–Љ |
| –Ь–Є–љ–Є–Љ–∞–ї—М–љ–∞—П —И–Є—А–Є–љ–∞ –і–µ—В–∞–ї–Є | вЙ•40 –Љ–Љ |
| –Ґ–Њ–ї—Й–Є–љ–∞ –і–µ—В–∞–ї–Є | 10вАУ60 –Љ–Љ |
| –Ґ–Њ–ї—Й–Є–љ–∞ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В—Л | 0,3вАУ3 –Љ–Љ |
| –°–Ї–Њ—А–Њ—Б—В—М –њ–Њ–і–∞—З–Є | 18вАУ22 –Љ/–Љ–Є–љ |
| –Э–∞–њ—А—П–ґ–µ–љ–Є–µ –њ–Є—В–∞–љ–Є—П | 380 –Т, 3 —Д–∞–Ј—Л |
| –І–∞—Б—В–Њ—В–∞ | 50 –У—Ж |
| –Ф–∞–≤–ї–µ–љ–Є–µ —Б–ґ–∞—В–Њ–≥–Њ –≤–Њ–Ј–і—Г—Е–∞ | 0,6 –Ь–Я–∞ |
| –Ю–±—Й–∞—П —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–∞—П –Љ–Њ—Й–љ–Њ—Б—В—М | 53 –Ї–Т—В |
| –У–∞–±–∞—А–Є—В–љ—Л–µ —А–∞–Ј–Љ–µ—А—Л (–Ф √Ч –® √Ч –Т) | 11500 √Ч 1000 √Ч 1970 –Љ–Љ |
1. –°–µ–љ—Б–Њ—А–љ—Л–є —Н–Ї—А–∞–љ вАФ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ –≤—Б–µ–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є —А–∞–±–Њ—В—Л —Б—В–∞–љ–Ї–∞
2. –Т–љ–µ—И–љ–Є–µ –Є –≤–љ—Г—В—А–µ–љ–љ–Є–µ –≤—Б–њ–Њ–Љ–Њ–≥–∞—В–µ–ї—М–љ—Л–µ —А–Њ–ї–Є–Ї–Є вАФ –њ–Њ–і–∞—З–∞ –Є –њ–Њ–і–і–µ—А–ґ–Ї–∞ –і–µ—В–∞–ї–Є –њ—А–Є –≤—Е–Њ–і–µ
3. –Т—Е–Њ–і–љ–∞—П –ї–Є–љ–µ–є–Ї–∞ —Б —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Њ–є вАФ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –і–µ—В–∞–ї–Є –њ—А–Є –≤—Е–Њ–і–µ
4. L-–Њ–±—А–∞–Ј–љ–∞—П —Д—А–µ–Ј–µ—А–љ–∞—П –≥–Њ–ї–Њ–≤–Ї–∞ вАФ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ L-–Њ–±—А–∞–Ј–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П –љ–∞ –Ї—А–Њ–Љ–Ї–µ –і–µ—В–∞–ї–Є –њ–µ—А–µ–і –Њ–±–ї–Є—Ж–Њ–≤–Ї–Њ–є \ –≤—Л–±–Њ—А–Ї–∞ —З–µ—В–≤–µ—А—В–Є
5. –£–Ј–µ–ї –њ–Њ–і—Д—Г–≥–Њ–≤–Ї–Є –њ—А—П–Љ–Њ–є –Ї—А–Њ–Љ–Ї–Є –і–µ—В–∞–ї–Є
6. –£–Ј–µ–ї –љ–∞—А–µ–Ј–Ї–Є –Ї–∞–љ–∞–≤–Њ–Ї –љ–∞ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В–µ вДЦ1 вАФ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–∞—П –Ї–∞–љ–∞–≤–Ї–∞
7. –£–Ј–µ–ї –љ–∞—А–µ–Ј–Ї–Є –Ї–∞–љ–∞–≤–Њ–Ї –љ–∞ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В–µ вДЦ2 вАФ –≤—В–Њ—А–∞—П –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–∞—П –Ї–∞–љ–∞–≤–Ї–∞
8. –Ъ–ї–µ–µ–љ–∞–љ–Њ—Б—П—Й–Є–є —Г–Ј–µ–ї —Б –њ—А–Є–ґ–Є–Љ–љ–Њ–є –Ј–Њ–љ–Њ–є вАФ –љ–∞–љ–µ—Б–µ–љ–Є–µ –Ї–ї–µ—П-—А–∞—Б–њ–ї–∞–≤–∞ —Б —Б–Є—Б—В–µ–Љ–Њ–є –±—Л—Б—В—А–Њ–є –Ј–∞–ї–Є–≤–Ї–Є –Ї–ї–µ—П
9. –£–Ј–µ–ї –њ–Њ–і–∞—З–Є –Ї—А–Њ–Љ–Ї–Є (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–∞–љ–Є–µ)
10. –£–Ј–µ–ї –њ—А–Њ—Д–Є–ї—М–љ–Њ–≥–Њ –њ—А–µ—Б—Б–Њ–≤–∞–љ–Є—П вАФ –њ—А–µ—Б—Б–Њ–≤–∞–љ–Є–µ –Ї—А–Њ–Љ–Ї–Є —Б–ї–Њ–ґ–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П
11. –£–Ј–µ–ї –Њ–±—А–µ–Ј–Ї–Є —Б–≤–µ—Б–Њ–≤ (–њ–µ—А–µ–і–љ–Є–є –Є –Ј–∞–і–љ–Є–є) вАФ –Њ–±—А–µ–Ј–Ї–∞ –≤—Л—Б—В—Г–њ–∞—О—Й–Є—Е –Ї–Њ–љ—Ж–Њ–≤ –Ї—А–Њ–Љ–Њ—З–љ–Њ–є –ї–µ–љ—В—Л
12. –£–Ј–µ–ї —З–µ—А–љ–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вАФ —З–µ—А–љ–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є
13. –£–Ј–µ–ї —З–Є—Б—В–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вДЦ1 вАФ —З–Є—Б—В–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є
14. –£–Ј–µ–ї —З–Є—Б—В–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є —В–Њ—А—Ж–Њ–≤ вДЦ2 (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞) вАФ —З–Є—Б—В–Њ–≤–Њ–µ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ —В–Њ—А—Ж–Њ–≤ –Ї—А–Њ–Љ–Ї–Є
15. –£–Ј–µ–ї —А–∞–і–Є—Г—Б–љ–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вДЦ 1 - —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –≤–µ—А—Е–љ–µ–є –Є –љ–Є–ґ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї—А–Њ–Љ–Ї–Є
16. –£–Ј–µ–ї —А–∞–і–Є—Г—Б–љ–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вДЦ 2 (Servo —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–∞) вАФ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –≤–µ—А—Е–љ–µ–є –Є –љ–Є–ґ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї—А–Њ–Љ–Ї–Є
17. –£–Ј–µ–ї –њ–ї–Њ—Б–Ї–Њ–≥–Њ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є—П вАФ –∞–і–∞–њ—В–Є–≤–љ–Њ–µ —Ж–Є–Ї–ї–µ–≤–∞–љ–Є–µ –і–ї—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є
18. –Ф–≤–Њ–є–љ–Њ–є —Г–Ј–µ–ї –њ–Њ–ї–Є—А–Њ–≤–Ї–Є вАФ —Д–Є–љ–Є—И–љ–∞—П –њ–Њ–ї–Є—А–Њ–≤–Ї–∞ –Ї—А–Њ–Љ–Ї–Є –≤ –і–≤–∞ —Н—В–∞–њ–∞
–Ь—Л –±–µ—А–µ–Љ –љ–∞ —Б–µ–±—П –≤–µ—Б—М –Ї–Њ–Љ–њ–ї–µ–Ї—Б —А–∞–±–Њ—В —Б –ї–Њ–≥–Є—Б—В–Є–Ї–Њ–є –Њ—В –њ–Њ–Є—Б–Ї–∞ –Љ–∞—И–Є–љ—Л –і–Њ —А–µ—И–µ–љ–Є—П –≤—Б–µ—Е –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Њ–љ–љ—Л—Е –Љ–Њ–Љ–µ–љ—В–Њ–≤ —Б –њ–µ—А–µ–≤–Њ–Ј—З–Є–Ї–∞–Љ–Є.
–§–Њ—В–Њ–≥–∞–ї–µ—А–µ—П
3
—Д–Њ—В–Њ —