

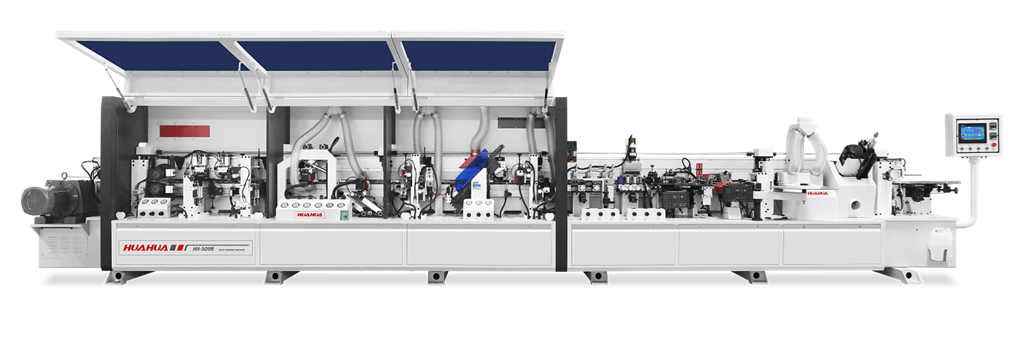
Кромкооблицовочный станок для облицовки наклонных и прямых кромок HH-509R
53 850 USD








































Характеристики
Кромкооблицовочный станок для облицовки наклонных и прямых кромок HH-509R
53 850 USD
#PROP_TITLE#
—
#PROP_VALUE#
Кромкооблицовочный станок для облицовки наклонных и прямых кромок
Мод. HH-509R
HUAHUA (Китай)

Технические характеристики:
ОПЦИОНАЛЬНО ВОЗМОЖНО ЗЕРКАЛЬНОЕ ИСПОЛНЕНИЕ СТАНКА (Бесплатно)
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Цветной экран управления Мод. HH-509R
HUAHUA (Китай)
Технические характеристики:
| Минимальные размеры детали | ||
| - Минимальный размер по длинной стороне | 160 мм | |
| - Минимальный размер по короткой стороне | 160 мм | |
| - Толщина панели при наклонной (прямой) кромке | 15-25мм (10–60мм) | |
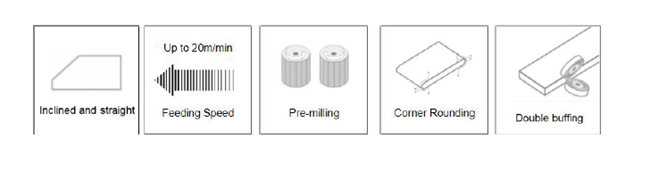
| Скорость подачи | 15 / 18 / 20 м/мин | |
| Параметры кромочной ленты | ||
| - Ширина ленты | 13–63 мм | |
| - Толщина ленты на наклонной (прямой) кромке | 0,4–1,5мм (3 мм) | |
| Общие характеристики | ||
| Общая мощность | 31,3 кВт | |
| Рабочее давление | 0,65 МПа | |
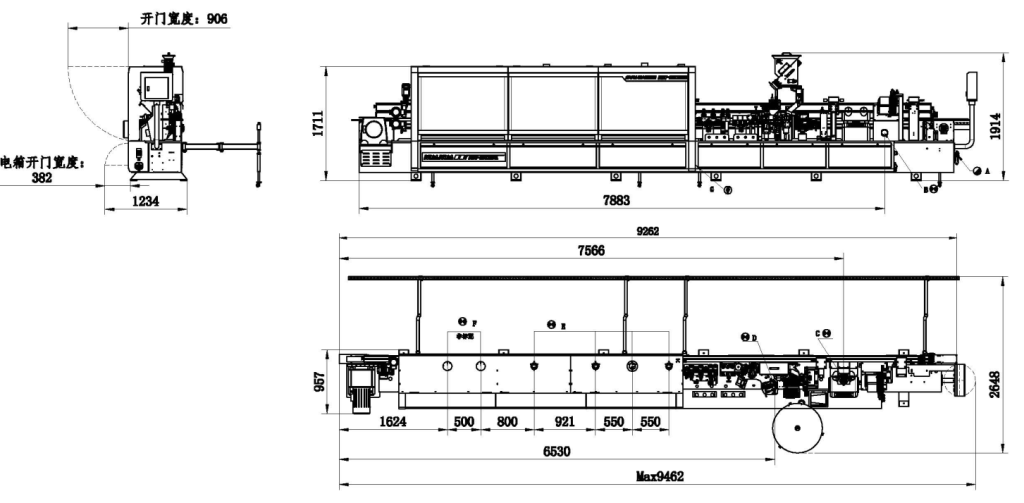
| Габариты станка (Д×Ш×В) | 9300 × 1000 × 1600 мм | |
| Масса Станка | 3300 кг |
ОПЦИОНАЛЬНО ВОЗМОЖНО ЗЕРКАЛЬНОЕ ИСПОЛНЕНИЕ СТАНКА (Бесплатно)
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:

a. Конструкция с однорычажной подвеской экономит место
b. Содержит полные инструкции по эксплуатации, краткие и понятные, простые в эксплуатации
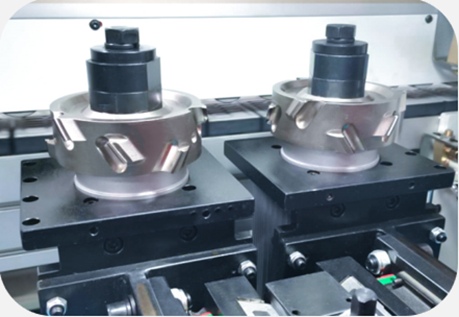
Фрезерование наклонной кромки
a. Фреза фрезерует фаску на панели, угол наклона можно регулировать, и фаска формируется за один проход.
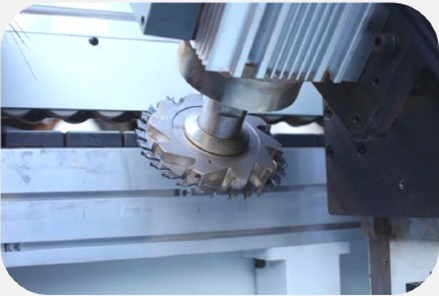
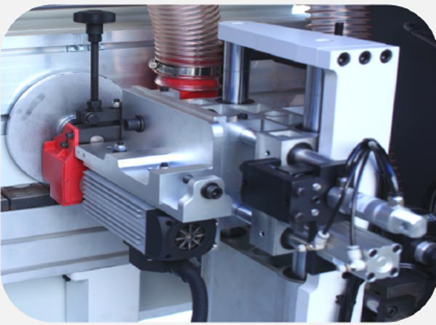
Предварительное фрезерование
а. Спиральный пылеудаляющий аппарат обеспечивает более высокую эффективность.
б. Оснащен мощным двигателем 3,7 кВт.
в. Фрезерует рифленые поверхности панелей и расширенные кромки.
г. Максимальная высота предварительного фрезерования 40 мм (опционально 65 мм).
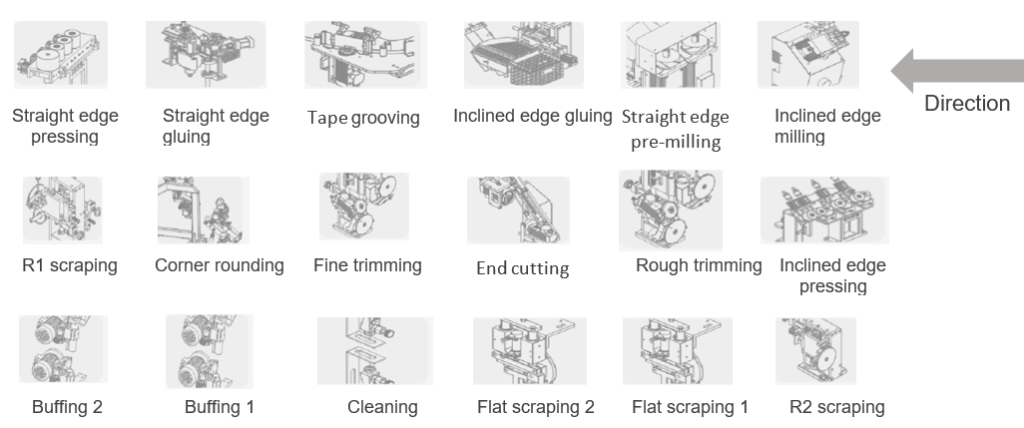
Нанесение клея на кромку под углом

а. Наносит клей расплав на скошенную сторону заготовки.
б. Идеально адаптируется к форме скоса и равномерно распределяет клей, обеспечивая плотное прилегание.
Узел фрезеровки кромки

а. Сгибает кромку под заданным углом.
б. Улучшает прилегание кромки к детали в прижимной зоне.
Узел оклейки прямой кромки
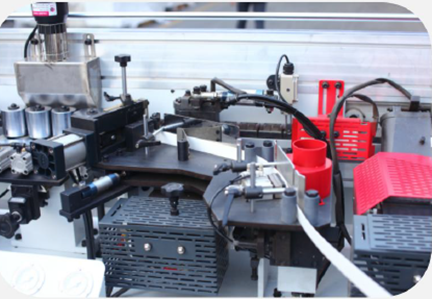
а. Наносит клей расплав на прямую кромку заготовки.
б. Равномерно распределяет клей, обеспечивая плотное прилегание.
Прижимная зона для прямой кромки

Прижим осуществляется четырьмя хромированными роликами
Прижимная зона для наклонной кромки

a. Прессование через 4 наклонных прессующих ролика и 2 прямых прессующих ролика
b. Улучшенный прижим плиты с кромкой
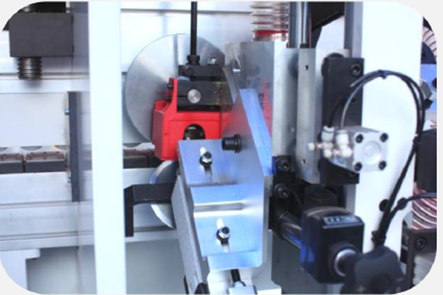
Узел черновой фрезеровки наклонной кромки
a. Автоматическое движение за копиром
b. Высокочастотный высокоскоростной мотор
c. Подрезка кромки, наклеенной на фаски плиты
d. Удаление избыточной кромки
e. Обработка кромки в виде R-образной дуги
Узел торцовки кромки
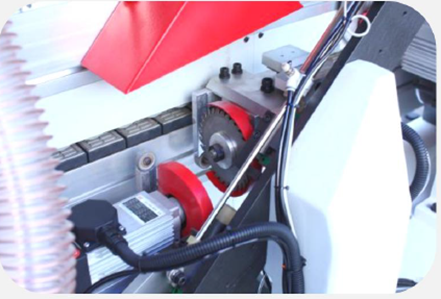
a. Движение через точную линейную направляющую, автоматическое слежение по шаблону и быстрорежущая пила с высокочастотным высокоскоростным двигателем
b. Подрезка выступающих кромочных полос на переднем и заднем краях плиты. Выравнивание их с передним и задним краем плиты, обеспечение ровной и гладкой поверхности реза
Прямая кромка, тонкая обработка
Чистовой фрезерный узел
a. Использование автоматического слежения большими и малыми дисками, а также фрезы с высокочастотным высокоскоростным двигателем для подрезки прямых кромок
b. Устранение и обработка избыточного кромочного материала на верхней и нижней кромках плиты
c. Обработка кромки в виде R-образной дуги
Узел обкатки узлов
a. Обрабатывает 4 угла кромочной ленты, наклеенной на плиту, в виде R-образных фасок
b. Делает 4 угла плиты более плавными и эстетичными
Узел радиусной цикли

a. Режущие цикли с обеих сторон плиты удаляют волнообразные следы от фрезы на кромочной ленте. Размер обработанного R-угла соответствует размеру обрезанного R-угла.
b. Делает поверхность плиты более гладкой и аккуратной
Узел плоской цикли 2шт

a. Удаление избыточного клея, выдавленного из швов верхней и нижней кромочных лент, приклеенных к плитам
b. Снижение вероятности прилипания к полировальному кругу и уменьшение частоты его замены
Узел нанесение очистительной жидкости
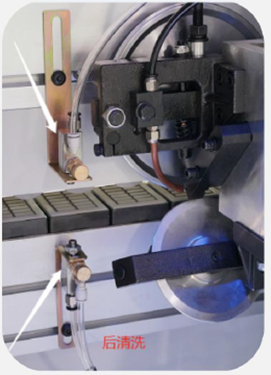
a. Распыляет очищающее средство на поверхность плиты, облегчая процесс очистки
Двойной полировальный узел
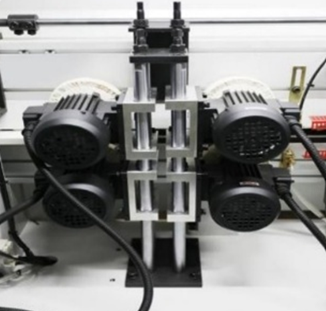
a. Электродвигатель: 0,37 кВт × 4
b. Очистка обработанной плиты с помощью двух вращающихся тканевых роликов для придания кромке более гладкой и эстетичной поверхности, а также для равномерного износа полировального круга
Узел обдува
a. После завершения полировки идет этап очистки сжатым воздухом
b. Очищает заготовку от пыли и стружки
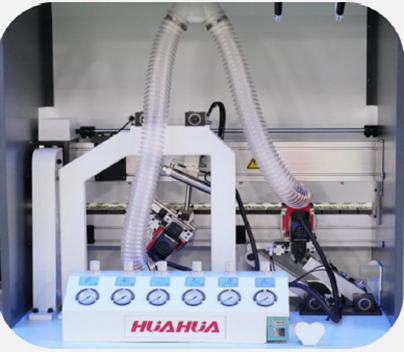
Схема размещения станка
Мы берем на себя весь комплекс работ с логистикой от поиска машины до решения всех организационных моментов с перевозчиками.
Фотогалерея
19
фото —